Üdv mindenkinek.
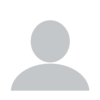
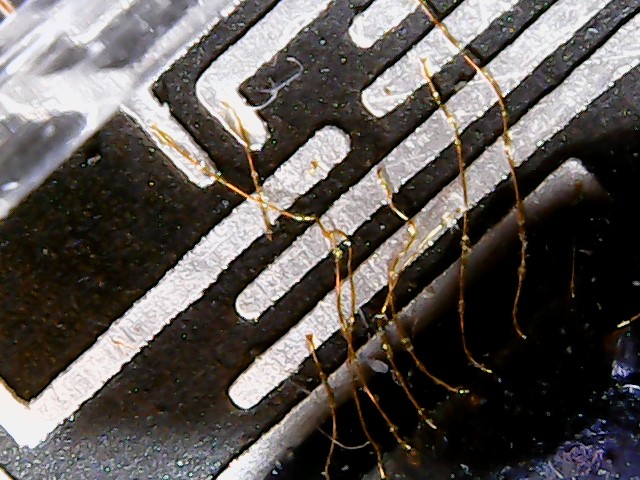
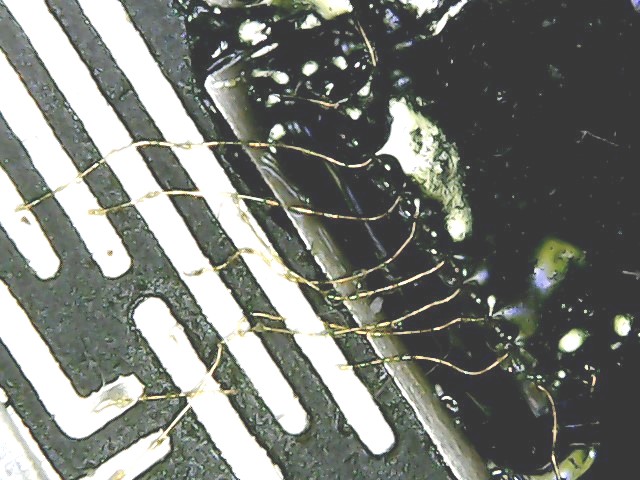
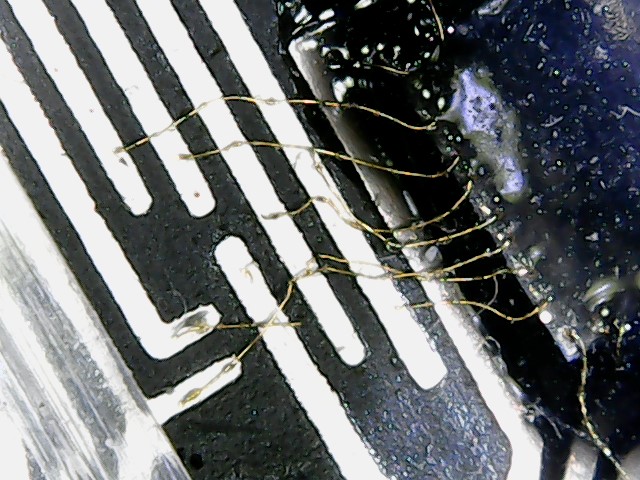
Szoval lenne ez a régi gyönyörüség, de nem müködik. Szétszedtem és megnéztem . Úgy látszik , hogy az alul lévö hajszál -vékony réz szál el van szakadva. Ha jól látom.
Ezeket az órákat hogy javitották? mivel forrasztották össze azokat a vékony réz szálakat?
Ezért olyan mesterek tanácsát kérném akik már javitottak ilyen órát.
Egyébként érdekessége , hogy Made in USA a panel és a COMMODORE cég csinálta.
köszönöm elöre is a segitséget , tanácsot.
campes
https://ibb.co/Pcy4NFg
https://ibb.co/kSBvNr7
https://ibb.co/ggKLMmL

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Szia!
Ne forraszd. Az első cél, hogy a hajlítgatással ne törd le a szálat ott, ahol kijön a fekete műgyanta alól. A második, hogy állapítsd meg, honnan vált le. Ha elér odáig, akkor nyert ügyed van. Vegyél vezető ragasztót (nyomtatott áramkör vagy autó szélvédő javításához folyékony ezüsttartalmú folyadék). Kanyarítsd oda a leszakadt szálat, ahonnan levált. Pöttyents oda egy kevés vezető ragasztót, pl. hegyes ecsettel. Ha megszáradt, akkor remélhetően helyreáll az összeköttetés.
Ha toldani kell, az már problémásabb, de a fentihez hasonló módon járnék el abban az esetben is.
Üdv, lcsaszar
U.I.: Nekem is van egy nagyon hasonló Seiko-m, ami a sok állástól megadta magát. Ezek ilyenek. A bennük levő chip kényes az elektrosztatikus kisülésre, tehát egy javítási kísérlet is végleg tönkreteheti. Sok szerencsét!
0
HELLO.
sajnos úgy látom le van törve egy darab a vezetékból. de a többi az ugy néz ki jó. Eröl a rasgasztó valamiröl nem is hallottam, nem tudom hogy kell használni. talán van fenn a Youtubon kis videó a használatáról. Nézegettem idösebb órás szakit de sajnos nincs , se égen se földön.
üdv.
0
Szia!
Olyan, mint a körömlakk. Kis fiola, benne egy kis ecset a kupakban. Gondolom hátsó szélvédő fűtést láttál már. Ott csak meg kell tisztítani a sérült sávot, és befesteni. Gyakorlatilag egy vezető "körömlakk".
https://www.autonavigator.hu/cikkek/ha-megszakadt-ezzel-javithatod/
0
szia: másik
https://www.hestore.hu/prod_10034516.html
Bálint
0
üdv jaca.
de csak ügy nem lehet rátenni . a két darab vezetéket kicsit feljebb kell hajlitani és alá kell tenni egy kis papirt, hogy ne érjen hozzá a nyákon lévö fémhez. gondolom az jó . és ügy teszem rá a a ragasztóot.mert igy egyböl nem lehet, . rövidzár lenne, nem igaz?.és a vezetékeket is finpman el kell különiteni, hogy ne érjenek egymáshoz.majd valahogy a digi mikroszkóp alatt megpróbálom,, csak az a baj, hogy csak az a gagyi kinai 600x digi mikrószkópom van. ehhez valamivel komolyabb kéne.
üdv.
0
Szia!
Mikroszkóp alatt meg lehet csinálni. Eredetileg bondolták, vagyis nem forrasztott, hanem hegesztett a kötés. Ha túl meleg pákával érsz a szálhoz, elpárolog, beoldódik az ónba. Esetleg vezető ragasztóba márott huzallal lehetne összetoldani.
1
Első körben keresnék valami hasonló másik szerkezetet, már csak gyakorlás képpen is.( talán régi hibrid ic-kben van szabadon hozzáférhető módon tranzisztor így kivezetve) Utána szerintem pillanatforrasztóval próbálkoznék, a végére tekert 0.xxmm vezeték segítségével.
1
Ehhez a pillanatforrasztó tökéletesen alkalmatlan (meg szerintem bármi másra is).
4
Erről egyik ismerősöm jut eszembe, volt egy walkmanja, amiből hiányzott a szalag végén kikapcsoló lemezke. ( kb 5 cm hosszú 2-3mm széles, néhány oldalnyúlvánnyal - 3-10mm hosszban ) volt neki otthon egy darab a kívántnál vastagabb/nagyobb vaslemeze, ezközként egy 150mm széles, háború előtti satu az udvaron, 1-2 cm lötyögéssel, egy fémfűrész meg egy 30-as rozsdás reszelő. Az egész tökéletesen alkalmatlannak tűnt a feladatra. Neki meg volt türelme, jó szeme, kézügyessége és megcsinálta.)
0
A pillanatforrasztó bármire alkalmas, csak érteni kell hozzá. Gyakorlás, gyakorlás...
3
Végülis minden meg lehet tákolni. xD
0
Szia!
Én először lefedném az ép részeket capton szalaggal. Aztán toldanám össze.
Sok türelem és remegés nélküli kéz kell hozzá!
Ha a pákahehyét neki tolod, akkor derül majd ki, hogy egyszerűen forrasztható-e?
Ha nem, akkor ónpaszta vagy vezető festék.
Amint van egy szigetelő-hőálló alátéted (captan) egyszerűbb lesz az életed.
Mindenesetre ez betanított, forrasztó operátori munka.
0
70'...azaz 70 láb (21,336 méter) jó nagy óra....

0
Szia!
Nem kézzel forrasztották, kemencében. Így:
https://www.youtube.com/watch?v=4p24osayuPI
Ónporral kevert gyanta volt a felületrevíve szitanyomással.
0
szia: kézügyesség kérdése, , pl. 0,2 mm-es (forrasztható) tekercselőhuzallal pótolható, kis türelem is kell hozzá
Bálint
0
Hello. nem a kézügyességel van baj, ha nem hogy mivel? ugy látom csak 1 szál van elszakadva. azt kéne valahogy kipótolni. de ilyen hajszálvékony forrasztó-vég szerintem nem is létezik.Fogalmam sincs, hogy a 701-es években , az akkori szerszámokkal - eszközökkel hogy javitották. Ezért kérdeztem ,,, hátha van öreg örás-szaki aki tudja hogyan lehet. Akkoriban, max nagyitó volt nekik , meg pillanat-forrasztó páka.
0
szia:meg pisztolypakaval is lehet A Ganz Muszer-ben 1,5 mm-es pakaval forrasztottak a 0,05 mm-es huzalt a lengotekercseken Sok gitarpickupot tekertem o,07 mm-es huzalbol, de azt meg le is kellett forrasztani Kalmopyrines kezelessel, akkor meg nem volt forraszhato huzal. Minifor paka vege volt elvekonyitva 1,5 mm-re
Balint
Régen nem rakták alánk a Metcal vagy JBC pákákat
1
Persze, csak az nem mindegy, hogy mekkora felületre forrasztod és milyen messze van bármi is, amihez nem kellene odaforrasztani.
0
Nem lesz az vékony?
0
Nagy összegben fogadnék hogy a kuka lesz a végső nyughelye.
Hacsak nem akad egy másik panel "bontásból".
0